在齿轮制造的精密加工领域,剃齿是提高齿轮齿形精度、降低表面粗糙度并修正热处理前微小误差的关键工序之一。盘形轴向剃齿刀作为这一工序的核心刀具,凭借其独特的结构和加工方式,在现代齿轮批量生产中占据着重要地位。
一、 盘形轴向剃齿刀的基本原理与结构
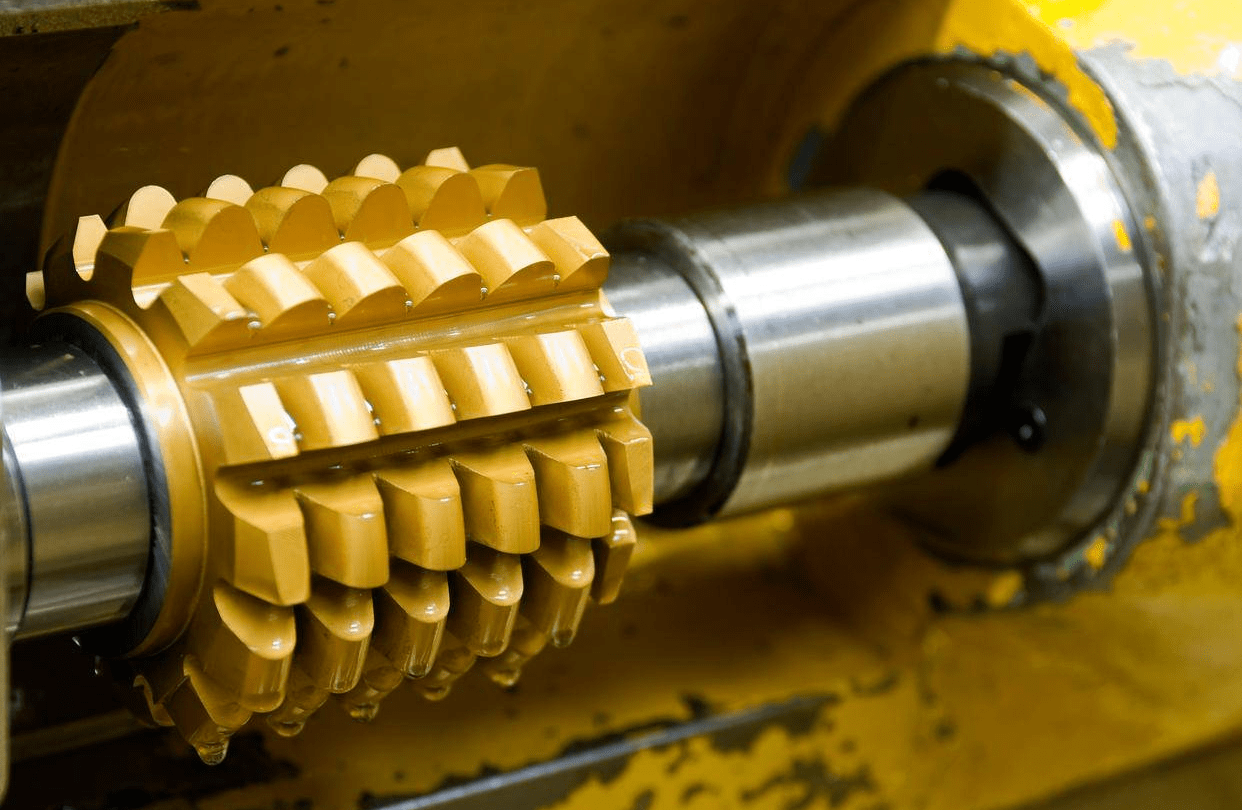
盘形轴向剃齿刀,外形类似于一个高精度的圆柱齿轮,其齿面上开有无数条细密的容屑槽,形成切削刃。在加工时,剃齿刀与工件齿轮在空间上交错轴安装,两者在啮合过程中,沿齿轮轴线方向(即轴向)产生相对往复运动。这种相对运动,结合啮合点处齿面间的压力,使剃齿刀齿面上的切削刃对工件齿轮齿面进行极微量的刮削和挤压,从而去除极薄的金属层,达到修正误差、提高精度和改善表面质量的目的。
二、 主要特点与优势
- 高精度与高效率:盘形轴向剃齿刀能够高效地修正齿轮的齿形误差、齿向误差和累积误差,显著提升齿轮的传动平稳性和噪音性能。其一次装夹可完成整个齿面的精加工,生产效率高。
- 良好的表面质量:加工过程属于“自由啮合”式的精加工,切削作用柔和,能在齿面上形成交叉网纹,有利于储油润滑,从而获得优良的表面粗糙度。
- 刀具耐用度高:刀具材料通常采用优质高速钢或硬质合金,并经过精密磨削和氮化钛等涂层处理,耐磨性好,寿命长。
- 适用范围广:适用于大批量生产中,淬火前的内、外圆柱齿轮(特别是中模数齿轮)的精加工。
三、 应用与工艺要点
盘形轴向剃齿刀广泛应用于汽车、机床、减速机等行业的齿轮大批量生产线。其工艺效果受多种因素影响:
- 刀具与工件的交叉角:交叉角的大小直接影响切削速度和剃齿的啮合条件,需根据齿轮参数合理选择。
- 切削参数:包括轴向进给速度、径向进给量(剃削余量,通常很小)、往复冲程次数等,需优化设置以平衡效率与质量。
- 刀具精度:剃齿刀本身的制造精度(如齿形、齿距精度)直接决定工件齿轮的最终精度,需定期检测和重磨。
- 冷却润滑:充分的冷却润滑对排屑、降低切削温度和延长刀具寿命至关重要。
四、 发展趋势
随着制造业对齿轮精度、效率和环保要求的不断提高,盘形轴向剃齿刀技术也在持续发展:
- 刀具材料与涂层技术:采用性能更优的超细颗粒硬质合金和新型PVD涂层(如AlCrN),以应对更高硬度工件材料并进一步提升刀具寿命。
- 数字化与智能化:结合数控剃齿机床,实现切削参数的自适应优化和过程监控,提升加工稳定性和一致性。
- 干式或微量润滑剃齿:为满足绿色制造要求,减少或取消切削油使用的环保型剃齿工艺正在探索中。
盘形轴向剃齿刀作为齿轮精加工的关键一环,其设计与应用水平直接关系到最终齿轮产品的性能。深入理解其工作原理,并不断优化工艺参数与刀具技术,对于提升齿轮制造的整体竞争力具有重要意义。